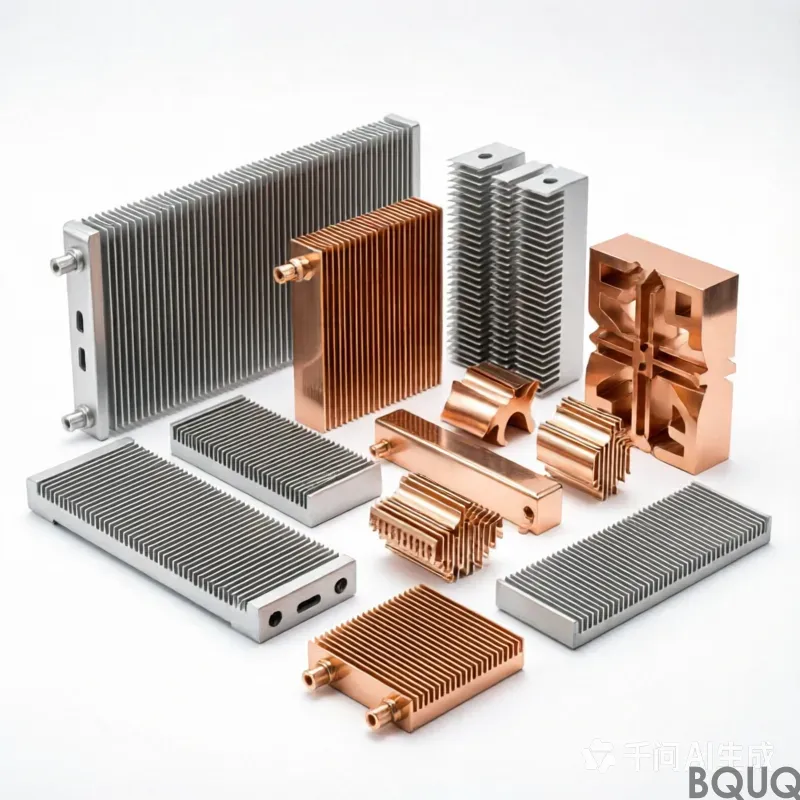
Vorführung des Präzisionsfertigungsprozesses von Kühlkörpern: Kosten-Leistungs-Karte von Strangpressen, Schaufelzähnen, Druckguss, Schmieden und CNC
Zunächst bestimmt die Prozessauswahl die Obergrenze der thermischen Leistung
Der endgültige Wärmewiderstand eines Kühlkörpers wird durch Kopplung der Wärmeleitfähigkeit des Materials (bestimmt durch das Material), der konvektiven Wärmeübertragungsfläche (bestimmt durch die Geometrie) und des thermischen Grenzflächenwiderstands (bestimmt durch die Fertigungsgenauigkeit) gebildet. Der Herstellungsprozess bestimmt die erreichbaren geometrischen Freiheitsgrade, die Maßgenauigkeit und den Grad der inneren Defekte, was zu einer unterschiedlichen Auswirkung von bis zu 30% auf die Leistung führt.
Zweitens, das Aluminium-Strangpressverfahren: der König der Effizienz, aber abhängig von der Schlankheitsrate
Die Aluminiumextrusion ist die älteste und billigste Technik zur Herstellung von Kühlkörpern. Nach dem Erhitzen des Aluminiumstabs auf 450-500 ° C wird ein Extruder (normalerweise 500-5000 Tonnen Extrusionsdruck) verwendet, um das Metall zu zwingen, durch die Form zu fließen, um einen langen Streifen zu bilden, der dann auf die gewünschte Länge geschnitten wird. Die Vorteile des Extrusionsverfahrens sind: Die Formkosten sind relativ niedrig (ca. 2000-8000 US-Dollar), komplexe asymmetrische Formen (wie asymmetrische Rippen, Grundplatten mit Rillen) können durch das Formdesign realisiert werden, und die Materialausnutzungsrate kann mehr als 95% erreichen.
Das Strangpressverfahren hat jedoch zwei grundlegende Einschränkungen für die Leistung von Kühlkörpern: die Grenze des Schlankheitsverhältnisses und die minimale Zahndicke. Das Schlankheitsverhältnis (das Verhältnis von Rippenhöhe zu Wurzeldicke) überschreitet in der Regel nicht 20: 1. Wird dieser Wert überschritten, wird das Aluminiummaterial am Düsenauslass aufgrund der ungleichmäßigen Kühlung verbogen und gerissen. Das bedeutet, dass bei einer Rippenhöhe von 60 mm die Dicke nicht weniger als 3 mm betragen darf, was die Wärmeableitungsfläche pro Volumeneinheit stark einschränkt. Andererseits ist die minimale Zahndicke auf 0.8-1 mm begrenzt (je nach Legierung und Extruderkapazität), wodurch die 0,3 mm dünne Zahnhöhe des Schaufelzahnverfahrens nicht erreicht werden kann. Daher kann der Extrusionskühlkörper nur Szenarien mit niedriger und mittlerer Leistungsdichte (Wärmeverbrauch) bedienen
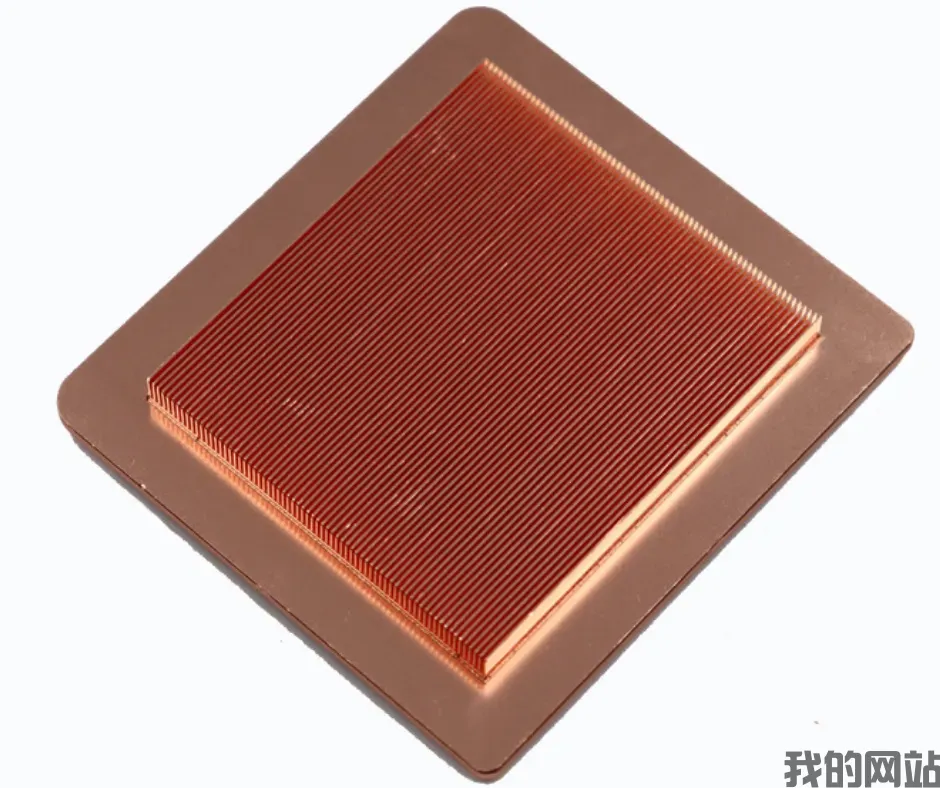
Drittens, der Schneidprozess von Schaufelzähnen: Durchbrechen der Aerodynamik des Schlankheitsverhältnisses
Schaufelzähne, auch bekannt als Hobeln, Präzisionsschneiden, "Schaufel" Rippen eine nach der anderen aus einem einzigen Metall (Aluminium oder Kupfer) Substrat durch numerische Steuerung Werkzeuge. Bearbeitungsprozess: Ein spezieller Spatel wird schräg in das Werkstück geschnitten, um eine Strecke nach vorne geschoben und dann angehoben, um eine aufrechte Rippe zu bilden; dann wird das Werkstück in einen Zahnabstand gestuft, und der obige Vorgang wird wiederholt. Die Dicke, Höhe und der Abstand der Rippen werden unabhängig durch die Werkzeuggeometrie und die Stufenmenge gesteuert und sind nicht durch die Materialfließfähigkeit begrenzt.
Mit dem Schaufelzahnverfahren können extreme Geometrien mit einer Zahndicke von 0.2-0 mm, einem Zahnabstand von 0.5-1 mm und einer Zahnhöhe von mehr als 100 mm erreicht werden. Die Rippen und Grundplatten sind aus dem gleichen Material, und es gibt keine Schweiß- oder Anpassungsschnittstelle, so dass der thermische Kontaktwiderstand gleich Null ist. Diese Eigenschaft ist in Szenarien mit hoher Leistungsdichte von entscheidender Bedeutung (z. B. LEDs über 100 W, IGBT-Module, 5G-Basisstation AAU). Experimentelle Daten zeigen, dass bei gleichem Volumen und Luftvolumen der Wärmewiderstand des Schaufelzahnradiators im Vergleich zum Aluminium-Extrusionskühler um 15-25% und im Vergleich zum Zahnformer-Kühler (später beschrieben) um 10-15% geringer ist.
Die Kostennachteile von Schaufelzähnen sind: starker Materialabfall (etwa 40% des Metalls werden in Späne geschnitten), lange Bearbeitungszeit (einige Minuten bis zehn Minuten pro Stück) und extrem schneller Werkzeugverschleiß (muss mehrmals im Monat ausgetauscht werden). Darüber hinaus erfordert der Schaufelzahnprozess eine hohe Steifigkeit der Werkzeugmaschine und muss im Allgemeinen auf einer schweren Portalfräsmaschine oder einer speziellen Schaufelzahnmaschine durchgeführt werden. Insgesamt sind die Kosten für ein einzelnes Stück Schaufelzähne 5-10 Mal so hoch wie beim Strangpressen, was für kleine und mittlere Chargen und Szenarien mit Leistungsprioritäten geeignet ist.
IV. Formgebungs- / Nietverfahren: niedrige Kosten für hohe Rippendichte
Der Shaper ist eine lange, vorextrudierte oder gewalzte Rippe, die mechanisch in eine Nut auf der Grundplatte eingesetzt (gepresst, genietet, geklebt) wird. Diese "geteilte" Struktur ermöglicht es, die Rippen und die Grundplatte aus verschiedenen Materialien (z. B. Kupfergrundplatte + Aluminiumrippen) herzustellen, und die Rippenstärke kann bis zu 0,3 mm und der Abstand bis zu 1,0 mm betragen. Der Shaper-Prozess hat eine hohe Materialausnutzung (die Rippen werden separat extrudiert und der Verlust ist gering) und erfordert keine teuren großformatigen Zahnschaufelmaschinen.
Aber die Achillesferse des Shapers ist der thermische Kontaktwiderstand. Unabhängig davon, wie hoch die Anpassungsdichtheit ist, gibt es immer mikroskopisch kleine Lücken zwischen der Wurzel der Rippe und der Grundplatte, und der Wärmewiderstand der Luftschicht dieser Lücken ist hundertmal höher als der des Metalls. Selbst bei der Füllung mit wärmeleitendem Klebstoff ist der äquivalente Wärmewiderstand immer noch um eine Größenordnung höher als der der integrierten Struktur. Bei hohem Wärmefluss werden am Shaper lokale Hot Spots erzeugt, was dazu führt, dass die Temperatur der Rippenwurzel viel höher ist als die durchschnittliche Temperatur der Grundplatte, und die Wärmeübertragungseffizienz sinkt. Der Wärmewiderstand des Shaper-Heizkörpers ist in der Regel 20-30% höher als der des Schaufelzahns, so dass er sich besser für Industrieanlagen mit kostenempfindlicher und moderater Wärmeableitung eignet
Druckgussverfahren: die einzige Lösung für komplexe dreidimensionale Geometrien
Beim Druckguss werden geschmolzene Aluminiumlegierungen (z. B. ADC12) mit hoher Geschwindigkeit in Präzisionsmetallformen gespritzt, um eine schnelle Abkühlung und Umformung zu ermöglichen. Beim Druckguss können Wärmeableitungsschalen mit komplexen internen Strömungskanälen, speziell geformten Halterungen und sogar Teileinsätzen hergestellt werden. So wird beispielsweise das Gehäuse der neuen Energiefahrzeugmotorsteuerung in der Regel im Druckgussverfahren einstückig geformt, mit externen integrierten Wärmeableitungsrippen und internen integrierten Wasserkühlkanälen. Ein weiterer Vorteil des Druckgusses ist, dass die Oberfläche gut ist und er ohne Nachbearbeitung verwendet werden kann.
Es gibt jedoch drei inhärente Probleme mit Druckguss-Kühlkörpern: Porosität (in der Regel 0.5-3%, wodurch der effektive Wärmeleitfähigkeitsquerschnitt verringert wird), minimale Zahndickenbeschränkungen (aufgrund der Kondensation an der Metallströmungsfront muss die Zahndicke> 1,2 mm betragen) und ungeeignet für die Verstärkung durch Wärmebehandlung (die Poren dehnen sich aus und wölben sich bei hohen Temperaturen). Daher ist die Wärmeleitfähigkeit von Druckguss-Kühlkörpern im Allgemeinen niedrig (ADC12 beträgt nur 96 W / (m · K), viel niedriger als 6063 's 200). Um die Wärmeleitfähigkeit zu erhöhen, können Druckgusslegierungen mit hoher Wärmeleitfähigkeit wie DX17 (Wärmeleitfähigkeit beträgt etwa 180 W / (m · K)) gewählt werden, deren Preis jedoch erheblich erhöht wird. Druckgussformen sind extrem teuer (2-100.000 US-Dollar) und haben einen langen Entwicklungszyklus (2-4 Monate), was nur für die Produktion in großen Stückzahlen geeignet ist.
Schmiedeverfahren: optimale mechanische Eigenschaften, aber geometrische Grenzen
Aluminium- oder Kupferstäbe werden durch plastisches Fließen in einer geschlossenen Matrize unter großem Druck (Hunderte bis Tausende von Tonnen) geformt. Beim Schmieden werden Gussfehler beseitigt, Körner verfeinert und Metallstromlinien entlang der geometrischen Konturen des Teils verteilt, so dass die Festigkeit und Wärmeleitfähigkeit besser sind als beim Gießen und die Dehnungsverhältnisgrenze beim Strangpressen vermieden werden kann. Das Warmschmieden (Erhitzen und Umschmieden von Materialien) kann komplexe Formen bilden, und das Kaltschmieden (Schmieden bei Raumtemperatur) hat eine höhere Präzision. Für Kühlkörper wird das Schmieden häufig verwendet, um Kühlkörper mit hohen mechanischen Anforderungen oder kleine Lamellenanordnungen (wie Laptop-CPU-Kühlkörper) herzustellen.
Die Einschränkung beim Schmieden besteht darin, dass es schwierig ist, hohe und dichte Rippen zu schmieden (da das Material den engen und tiefen Hohlraum nicht vollständig ausfüllen kann), und es ist normalerweise nur für Rippen mit einer Höhe von weniger als 30 mm und einer Dicke von mehr als 1,5 mm geeignet. Die Lebensdauer des Gesenks ist kurz (insbesondere das Kaltschmiedegesenk ist anfällig für Risse), und die Kosten für ein einzelnes Stück sind nur von der CNC-Präzisionsbearbeitung übertroffen.
Sieben, CNC-Präzisionsbearbeitung: die Grenze der Genauigkeit, aber die Kosten sind nicht geeignet für die Massenproduktion
Das fünfachsige CNC-Bearbeitungszentrum kann jede komplexe Geometrie des Heizkörpers aus dem gesamten Metall fräsen. Die Toleranz kann auf ±0,02 mm kontrolliert werden, und die Oberflächenrauhigkeit kann Ra0,8 erreichen. Die Materialabtragsrate ist jedoch extrem niedrig, 80% des Metalls werden zu Schutt, und die Bearbeitungszeit eines einzelnen Stücks beträgt bis zu mehreren Stunden. Die Kosten sind so hoch, dass es sich ohne Kosten nur für die Luft- und Raumfahrt, Präzisionsmessgeräte und andere Bereiche eignet. In den letzten Jahren wurden mit der Optimierung von Hochgeschwindigkeitsfräs- und dynamischen Frässtrategien einige kleine Chargen von Kühlkörpern mit hoher Dichte mit CNC bearbeitet, aber es kann immer noch nicht die groß angelegte und effiziente Produktionsposition von Schaufelzähnen ersetzen.
VIII. Entscheidungsmatrix für die Prozessauswahl
Prozessrippe minimale Dicke maximale Schlankheit spezifischer Kontakt Wärmewiderstand Batch Economy Wärmeleitfähigkeitsverlust (relativ zum Substrat)
Extrusion 0,8mm20: 1Zero (integriert) Ausgezeichnet 0%
Schaufelzähne 0,2 mm80: 1 Null (integriert) Mittel 0%
Der Zahnradformer 0,3 mm ist nicht auf die Höhe beschränkt, aber die Schnittstelle ist zusätzlich
Druckguss 1,2mm15: 1Null (integriert) 30-40% (Porosität)
Schmieden 1,5mm10: 1Null (integriert) Differenz 0%
CNC unbegrenzter unbegrenzter Nullbereich (integriert) 0%
IX. Zusammenfassung und Ausblick
Mit Blick auf die Zukunft ist es für ein einziges Herstellungsverfahren schwierig, alle Anforderungen zu erfüllen. Ein neuer Trend ist die Mischung von Prozessen: zum Beispiel extrudierte Substrate + Schaufelzahnrippen (verbunden durch Schweißen oder Rührreibschweißen) oder 3D-gedruckte Metallgewebe als Wärmeableitungsstrukturen (additive Fertigung). Aber der 3D-Druck ist derzeit zu teuer, und die Wärmeleitfähigkeit des bedruckten Aluminiums ist aufgrund von Poren und groben Körnern (nur etwa 120 W / (m · K)) erheblich reduziert. Die eigentliche technische Weisheit liegt in der Wahl der richtigen Kombination von Prozessen auf der Grundlage des spezifischen Wärmeverbrauchs, der Volumenbeschränkungen, der Kosten- und Kapazitätsziele der Anwendung und nicht im Aberglauben über ein "Einheitsverfahren".
BQUQ ist ein professioneller Hersteller von Metallkühlkörpern, bitte senden Sie uns Zeichnungen, und unser Unternehmen wird Ihnen innerhalb von 12 Stunden ein Angebot unterbreiten.